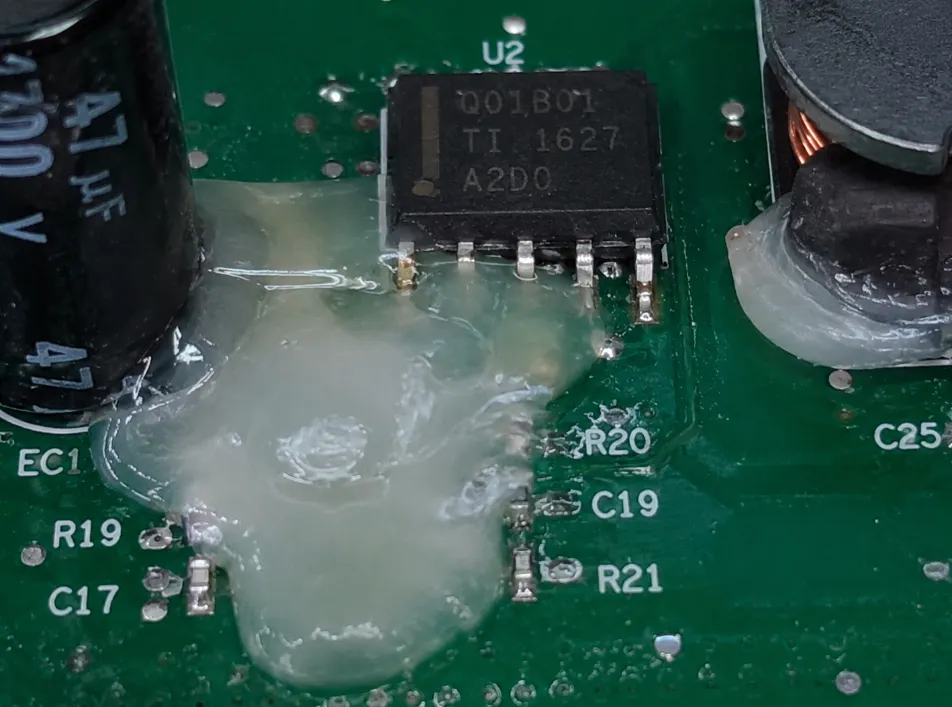
If you’ve been in electronic assembly for more than a week, you’ve seen it: glue creeping past the bond line, oozing onto pads, contaminating contacts, and wrecking rework cycles. Overflow isn’t just ugly – it kills yield, blocks inspection, and sometimes bridges pins you never wanted connected.
After two decades of running pumps, nozzles, and valves, I’ve learned that overflow is rarely a “machine problem.” It’s a system problem. Here’s what actually works.
1. Start with surface energy – not just cleaning
Most operators clean boards and think they’re done. But if the surface energy is too low (below 38 dyne/cm), even perfect dispensing will spread like water on waxed paint. Use a plasma or corona treater before dispensing, especially on low-flux FR4 or flexible circuits. I’ve seen overflow drop 70% just by fixing surface prep.
2. Needle size and standoff – your first line of defense
A common mistake: using a 22-gauge needle for a 0.5 mm dot. The glue wets out before the Z-axis retracts. Rule I’ve used since the 2000s – needle ID should be 50–60% of your target dot diameter. And standoff? 0.2–0.3 mm above the substrate. Any higher, and you get a “tail” that collapses sideways. Any lower, and you crush the paste through capillary action.
3. Program a break-off delay
This one saves thousands of boards. After the dispense valve closes, add a 30–50 ms dwell before lift-off. That lets the filament snap cleanly instead of stretching into a thin thread that lands where it shouldn’t. Most young engineers skip this to save cycle time. Ten seconds of rework per board kills that “saving.”
4. Temperature & viscosity – the hidden culprits
Your glue spec says “9000 cPs at 25°C.” But if your shop floor hits 32°C in summer, viscosity drops by 40%. That runny glue will overflow every time. I install a cartridge chiller or at least log ambient temps. When the viscosity curves shift, I adjust back-pressure and speed – not just blindly trust the recipe.

5. Use a needle wiper and teach it often
Dried crust on the needle tip acts like a dam, redirecting flow sideways. A simple silicone-rubber wiper with a timeout wipe every 5-10 shots changed my overflow rate from 5% to 0.3% on one micro-BGA underfill job.
The bottom line: overflow is preventable, but not by buying a fancier pump. It comes from controlling surface, geometry, timing, and environment. Once you dial those in, your dispensing becomes boring – and boring is beautiful in electronics assembly.
If you’re fighting overflow daily, take a hard look at these four areas. Or bring one of your scrap boards to my lab – I’ll show you exactly where the glue is going. After 20 years, I still love proving that a clean dot is just physics, not luck.
Associated Products
You may also be interested in the following products:
CNC Glue Dispenser Machine
Silicone Dispenser Machine
SMT Glue Dispenser Machine
3-Axis Automated Glue Dispensing Machine
Automatic 3-Axis Hot Melt Glue Dispenser Machine
3 Axis AB Glue Dispenser Machine
Automatic Desktop 3 Axis UV Glue Dispenser
Benchtop 3 Axis Dispensing Robot
4 Axis 2 Part Epoxy Dispensing Equipment
Four Axis Industrial Glue Dispenser
4 Axis Benchtop Dispensing Robot
Five Axis Desktop Robotic Glue Dispenser
Desktop 5 Axis Glue Dispensing Robot
5-Axis Auto Glue Dispenser
5 Gallon Adhesive Supply Pump
High Speed Automatic Glue Dispensing Machine
3 Axis Automated Glue Dispenser
CCD Visual Glue Dispensing Machine